

Computer Vision in Manufacturing: Better Quality & Automation
AI
5 MIN READ
July 11, 2025
![]()

In the era of Industry 4.0, manufacturers are increasingly leveraging AI-powered technologies to drive efficiency, accuracy, and innovation across operations. Among these, computer vision stands out as a game-changer, redefining how manufacturers inspect products, monitor processes, and automate tasks with precision.
This blog explores how computer vision is revolutionizing manufacturing, particularly in quality control and automation, and why it’s becoming a core strategy for competitive advantage.
What is Computer Vision in Manufacturing?
Computer vision is a field of artificial intelligence that enables machines to interpret and understand visual data from the world, such as images and videos. In manufacturing it involves using cameras, sensors, and AI models to analyze production lines, detect anomalies, and trigger automated responses without human intervention.
The Growing Importance of Computer Vision in Industry
The integration of computer vision systems is no longer just an innovation—it’s becoming essential for:
- Reducing human error in inspection tasks
- Accelerating quality control without compromising accuracy
- Enabling real-time decision-making on production lines
- Lowering costs through early defect detection and reduced rework
- Automating repetitive tasks for improved workforce efficiency
Enhancing Quality Control with Computer Vision
Quality control is critical in manufacturing, but manual inspection methods can be inconsistent, time-consuming, and prone to error. Computer vision addresses these challenges with advanced image recognition and pattern detection.
Commonly used techniques include convolutional neural networks (CNNs) for image classification, object detection algorithms like YOLO or SSD, and semantic segmentation models for pixel-level inspection.
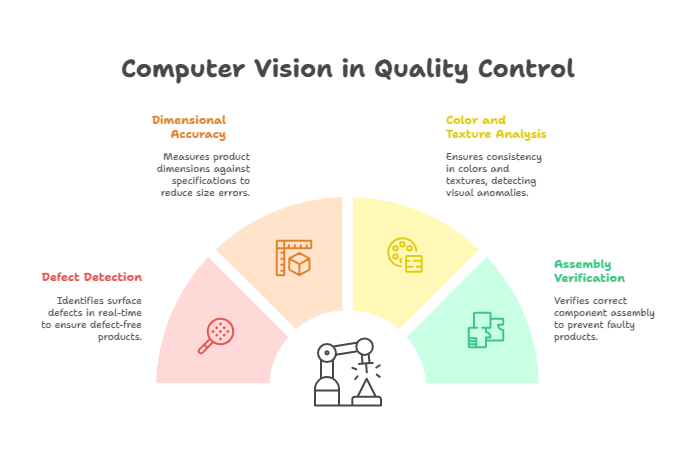
Key Applications in Quality Assurance
-
Defect Detection
- Identifies surface defects such as cracks, scratches, or deformations in real-time
- Ensures only defect-free products move forward in the supply chain
-
Dimensional Accuracy
- Measures product dimensions and tolerances against design specifications
- Reduces instances of oversized or undersized parts
-
Color and Texture Analysis
- Ensures consistency in colors, finishes, and material textures
- Detects visual anomalies that might affect product aesthetics or functionality
-
Assembly Verification
- Verifies correct component assembly using image-matching
- Prevents faulty or incomplete products from being packaged
Benefits for Manufacturers
- Increased Inspection Speed – Inspects thousands of products per minute
- Greater Consistency – Eliminates subjective judgment from human inspectors
- Reduced Waste – Identifies problems before final assembly or shipping
- Data-Driven Insights – Collects visual data for process improvements
Driving Automation with Computer Vision
Beyond quality inspection, computer vision also plays a vital role in automating manufacturing operations, from robotic guidance to inventory tracking.
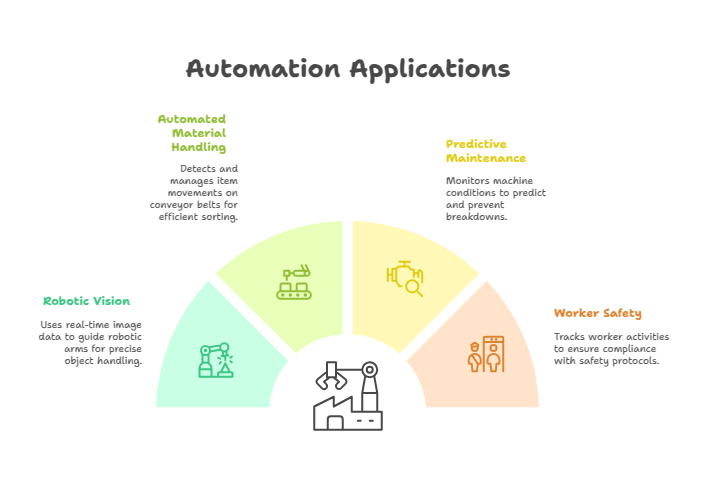
Automation Use Cases
-
Robotic Vision for Pick-and-Place
- Guides robotic arms using real-time image data to handle objects precisely
- Improves speed and accuracy in packaging, sorting, and palletizing
-
Automated Material Handling
- Detects item positions and movements on conveyor belts
- Triggers sorting or rejection mechanisms autonomously
-
Predictive Maintenance
- Monitors machine conditions using visual or thermal imaging (e.g., heat patterns via infrared cameras fluid leaks via high-resolution image analysis).
- Predicts maintenance needs before breakdowns occur
-
Worker Safety and Compliance
- Tracks worker activity to ensure compliance with safety protocols
- Detects protective gear (helmets, gloves) using image recognition
Benefits of Automation Integration
- Lower Labor Dependency – Reduces reliance on manual labor for repetitive tasks
- Faster Turnaround Time – Streamlines production flows and logistics
- Higher Equipment Utilization – Minimizes downtime through predictive alerts
- Improved Workplace Safety – Prevents accidents through real-time surveillance
Challenges in Implementing Computer Vision
- Sensitivity to lighting and environmental conditions
- Need for high-quality labeled training data
- Integration complexity with legacy equipment
- Risk of false positives/negatives impacting production
- Latency and compute limitations in edge deployments
Conclusion
Implementing computer vision in manufacturing isn’t just about installing cameras but requires industry expertise, AI model development, real-time system integration, and continuous optimization. That’s why partnering with an experienced technology provider like Ksolves can make all the difference.
With a proven track record in AI and industrial automation, Ksolves delivers robust, scalable, and fully customized solutions that align with your production goals. At Ksolves, we offer comprehensive Computer Vision Services that empower manufacturers to achieve greater accuracy, consistency, and operational efficiency. Our offerings include:
- End-to-end automation of quality control systems
- Seamless integration of computer vision into existing assembly lines
- Advanced AI models for defect detection and robotic vision
- Scalable deployment on both cloud and on-premise infrastructure
Ready to elevate your manufacturing operations? Partner with Ksolves to implement cutting-edge Computer Vision Services that redefine productivity and precision on your factory floor.Accelerate quality and efficiency with Ksolves
![]()














Author
About the Author Editorial Team The Ksolves Editorial Team includes certified Salesforce experts, Big Data engineers, AI/ML specialists, Zoho consultants, and experienced technology writers focused on delivering clear, actionable insights for modern businesses. With hands-on experience across Salesforce, Big Data platforms, AI/ML solutions, application development, software testing, and Zoho ERP/CRM, the team publishes practical guides, real-world use cases, and industry updates that support smarter decisions and faster growth. Every article is created to solve business challenges, guide technology adoption, and keep organizations aligned with evolving digital ecosystems.
Share with